Troredna bušilica
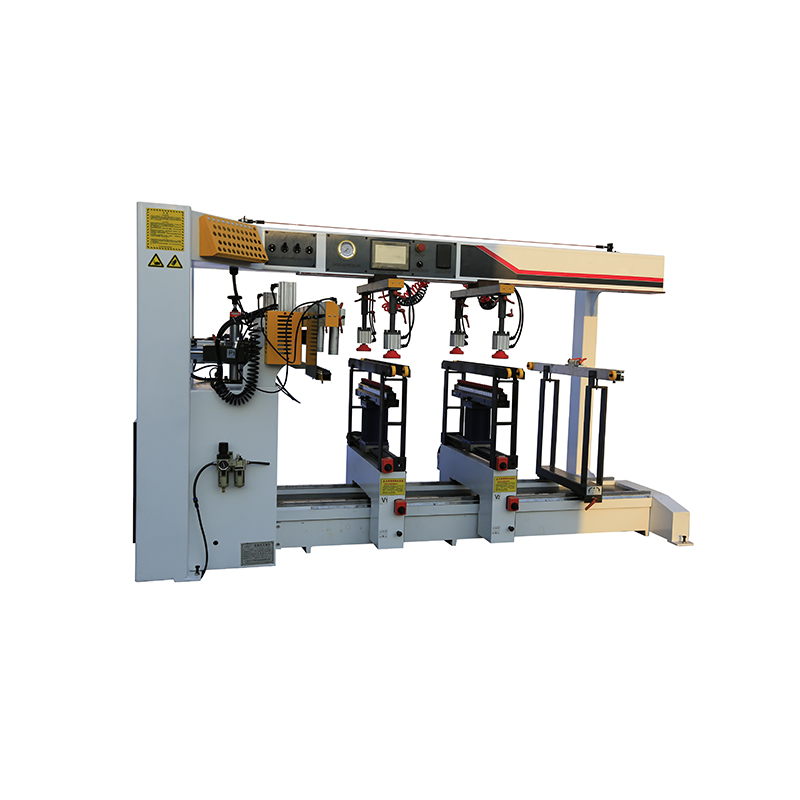
Mašina za bušenje za obradu drvetaje mašina za obradu više rupa sa više burgija i mogu raditi zajedno.Postoje jednoredni, troredni, šesteroredni i tako dalje.Bušilicapretvara tradicionalno ručno bušenje u redove u mehaničku akciju, koju mašina automatski dovršava.
specifikacija:
| Max.prečnika rupa | 35 mm |
| Dubina izbušenih rupa | 0-60 mm |
| Broj vretena | 21*3 |
| Srednji razmak između vretena | 32 mm |
| Rotacija vretena | 2840 o/min |
| Ukupna veličina motora | 4,5 kw |
| Odgovarajući napon | 380 v |
| Zračni pritisak | 0,5-0,8 Mpa |
| Potrošnja plina za bušenje deset panela u minuti približno | 20L/min Približno |
| Max.rastojanje dveju uzdužnih glava | 1850 mm |
| Visina radne platforme od tla | 800 mm |
| Prekomjerna veličina | 2600x2600x1600 mm |
| Veličina pakovanja | 2700x1350x1650 mm |
| Težina | 1260 kg |
Kako bi se osigurala tačnost bušenja i kvalitet proizvoda, bušenje dijelova pločastog namještaja uglavnom se vrši pomoćuviše redova mašina za bušenje.Razmak burgija na višerednoj bušilici je 32 mm.Samo nekoliko zemalja koristi drugi modulni razmak burgija, obično su horizontalna burgija postavljena u čitav niz.Pravo sjedalo za bušilicu se sastoji od dva nezavisna reda sjedišta.Broj redova bušilica zavišeredne bušiliceje uglavnom od 3 reda do 12 redova (dodatna sedišta za bušenje mogu se dodati kada su posebne potrebe) obično se sastoje od horizontalnih sedišta za bušenje i nižih vertikalnih sedišta za bušenje.Ako postoje posebni zahtjevi ili je broj redova sjedišta velik, mogu se koristiti i vertikalna sjedala za bušenje s gornjom i donjom konfiguracijom.Ovo bi trebalo biti zasnovano na potrebama proizvodnje i zahtjevima za preciznošću obrade.Broj zajedničkihvišeredna bušilicasedišta u proizvodnji su 3 reda, 6 redova itd.
Uputstvo za bušilicu za obradu drveta:
1. Očistite sto mašine na vreme nakon završetka rada,
2. Očistite drvnu strugotinu na vodilici i bočnoj strani kako biste spriječili zaglavljivanje stroja zbog ometanja strugotine.
3. Redovno čistite vodeći vijak kako biste spriječili da se strane materije zalijepe za vodeći vijak.Vodeći vijak je glavni prioritet opreme, utiče na tačnost mašine, a vodeći vijak igra važnu ulogu u procesu prenosa.
4. Redovno čistite industrijsku kontrolnu kutiju, prašina je najveći ubica bušenja.
5. Radove uklanjanja prašine i punjenja ulja treba izvoditi na kliznoj stazi reda bušenja svake sedmice.


